We help people repair plastic
Repairing thermoset plastics

Automotive urethane, or PUR, is a thermoset material. Similar to what happens when you mix body filler and cream hardener, it is formed when two liquid chemicals come together in the mold to form a solid. The point of telling you this is to say that you cannot melt urethane bumpers with the welder. Repeat: YOU CANNOT MELT URETHANE BUMPERS WITH THE WELDER!
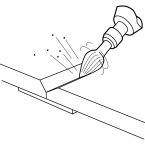
A sure-fire way of identifying a urethane bumper is to lay your hot welder on the backside. If it's a urethane, the plastic will liquefy and bubble and smoke will rise (note: welder must be extremely hot for this to happen).
After this "melted" area cools off, it will still be sticky to the touch. This is an indication that the heat actually broke down the chemicals in the plastic. Thermoset urethanes can be easily repaired with the airless plastic welder, but the repair will be more like a brazing process rather than a true fusion weld.
See how heat will damage thermoset urethane.
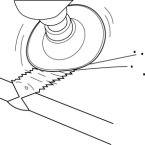
V-Groove Damaged Area
· Line up the outer surface of the tear with Aluminum Body Tape or with clamps.
· V-groove halfway through the backside of the part with the 6121-T Teardrop Cutter Bit. You cannot use a hot tool to melt the v-groove into urethane because thermoset urethane does not melt.
· Sand the v-groove with coarse sandpaper (80 grit or coarser) to put some extra "tooth" in the plastic. Also remove the paint in the area surrounding the v-groove and radius into the v-groove for extra strength.

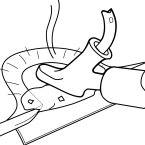
Melt Rod into the V-Groove
· Set the temperature setting of your airless plastic welder to the urethane rod setting. Using the R01 Polyurethane welding rod, the rod should come out of the bottom of the welder's shoe completely melted and clear, not discolored or bubbling.
· Holding the welder's tip off the surface of the plastic, melt the rod into the v-groove. Don't overheat the base material, simply melt the rod onto the surface. Again, you are NOT trying to melt the rod and the bumper together; the bumper material is NOT meltable!
· Lay down no more than 2 inches of welding rod into the v-groove at a time. Remove the rod from the welder tip, and before the melted rod has time to cool down, go back over it with the hot welder tip and smooth out the weld. Don't overheat the base material.
V-Groove and Weld Opposite Side
After the weld on the backside cools, repeat the v-grooving and welding process on the opposite side.
Grind Weld to Smooth Contour
Using coarse sandpaper, grind weld to a smooth contour. The urethane welding rod will not feather very well, so it will need to be covered with 2000 Flex-Filler 2 epoxy filler to refinish completely. Grind the weld slightly flush so that filler can cover the welded area completely. Follow instructions for filler application.
Repairing Torn Bolt holes on Urethanes
· Taper the plastic all around the hole down to a point on both sides using a Roloc disc.
· Use 6481 Aluminum Body Tape to create a bridge across the torn mounting hole. Melt R01 polyurethane welding rod into the area. Drill out hole when finished.
urethane supply company airless plastic welder plastic tank welding plastic welding gun price plastic trim repair pastic welding
Products Used For This Repair
